|
When I first looked at how to mount the tanks, I decided on a two mount system. However when it came time to dig out the Cavalier tank cradles, there were 3 cradles instead of 2. At that point I decided to go with a 3 mount system. Nothing like a little over kill in the name of safety or NOT. |

Here is a typical Cavalier tank cradle ready to be sawed apart. I sawed 2 of these apart for my Trailblazer conversion. If interested, you can see the process here. |

Here all the 1/2 straps are layed out on the fabrication table. They have been prepped and readied for welding. |

The straps are butted back to back and clamped to the table. It is important to make sure the straps are aligned strait and perpendicular. Once welded, there are no do overs. |
The straps had rounded edges where they were butted together so I "DC" stick welded the straps together. This allowed lots of weld metal to be deposited which filled in the gap. |
Since I had done this before, on the Trailblazer, it was easy to get the amperage and drag speed right. |

Here I begin the process of cutting all the backing and top plates. |

The 4"x1/4" bar had a ugly oil or lite grease on it. So a little Prep-Sol was used to clean things up. |

All the cut plates were prepped and sanded, ready for fabrication. |
At this point I needed to deal with how to bolt the tank cradles to the bed with out crushing the corrugated bed surface. As I tried to figure out a way not to use spacers, in the end spacers were the way to go. |

It was really sweet to find out that the spacer depth was 3/8". I decided that a 1 1/2" x 3/8" bar will do the trick. |

Using a 2"x4" and some furring strips, a jig was made to cut the 40 some spacers needed for the backing plates. |

Here is the pile of cut spacers. I was able to clean and organize half the shop in between each cut. |

Each of the spacers needed prep and cleaning. |

In the end I finally got to the point where I could start some real fabrication. |

I have always had success transferring features by pressing them with tape. Here I am applying double back masking tape to 8 spacers. |
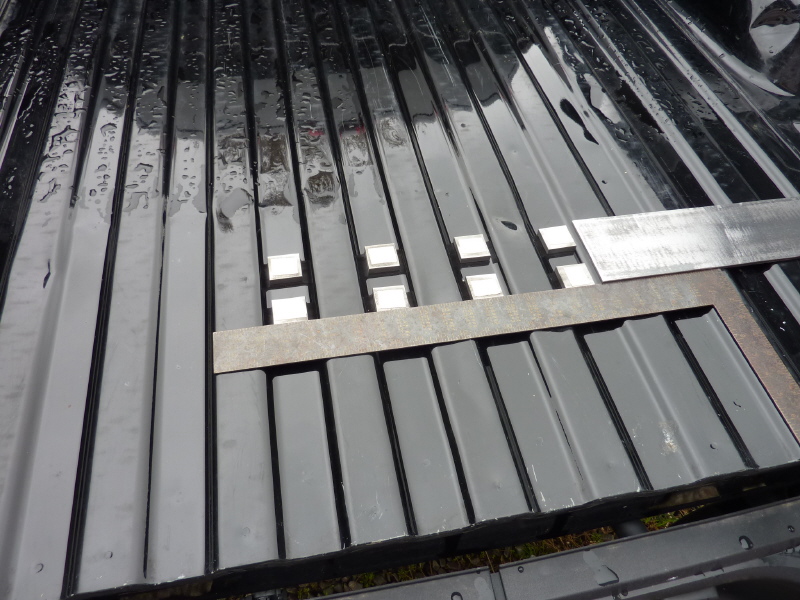
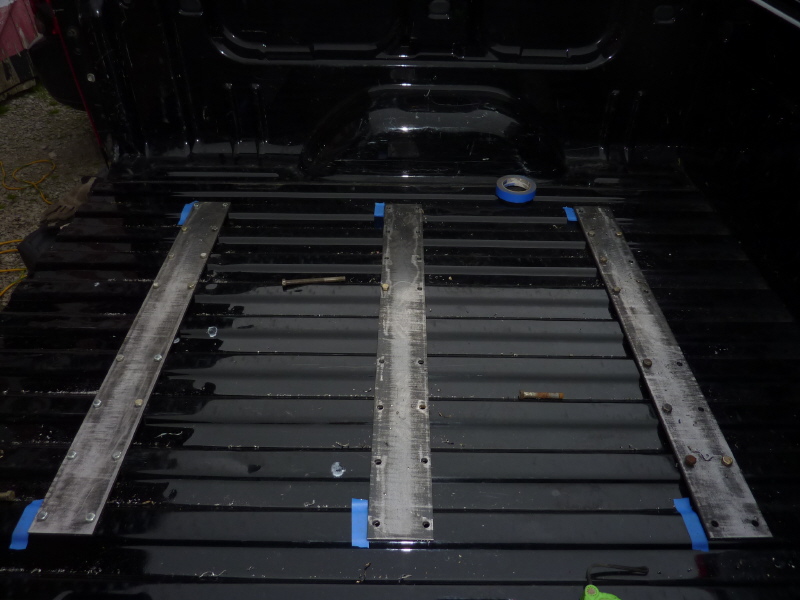
The spacers are positioned and layed out on the bed. The backing plate is then set on top of the spacers. |

Here is the backing plate with the spacers stuck to it. |

All the spacers are clamped and readied for welding. |

Since there is no finesses needed here, I choose to "DC" stick weld the spacers. It is messy and requires cleanup, however it is quick and effective. |
Once the welding and cleaning is done, a trip to the sand blasting booth leaves a clean sub assembly. |

Here I am using the finished backing plate as a template to clamp up the spacers for the second one. |

I then used a square to line up and clamp the opposite side spacers. |

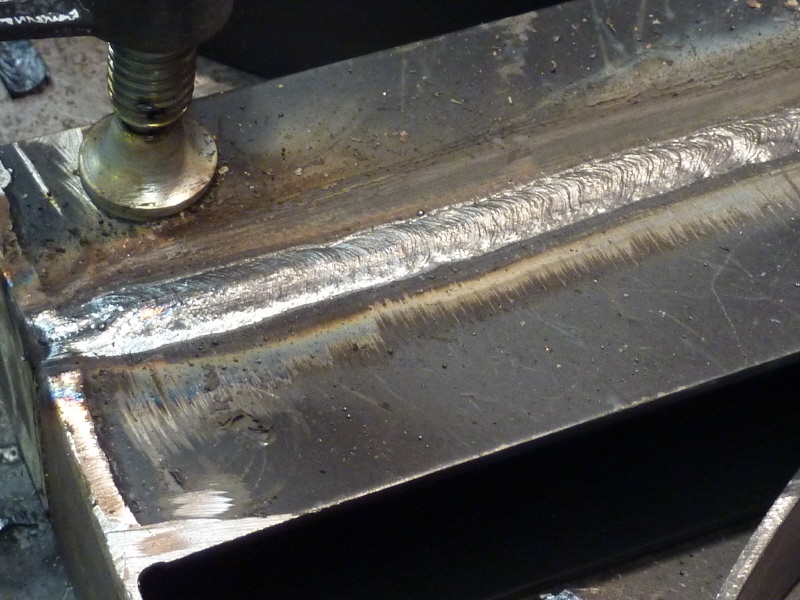
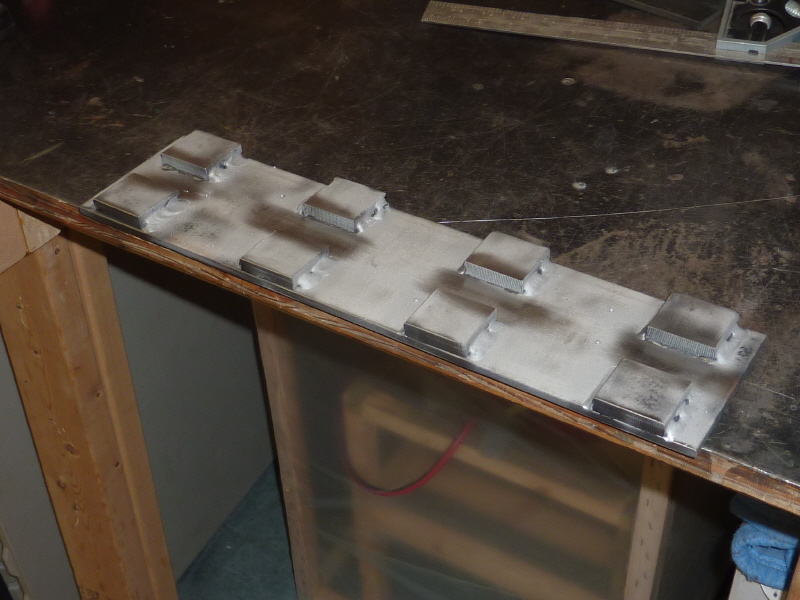
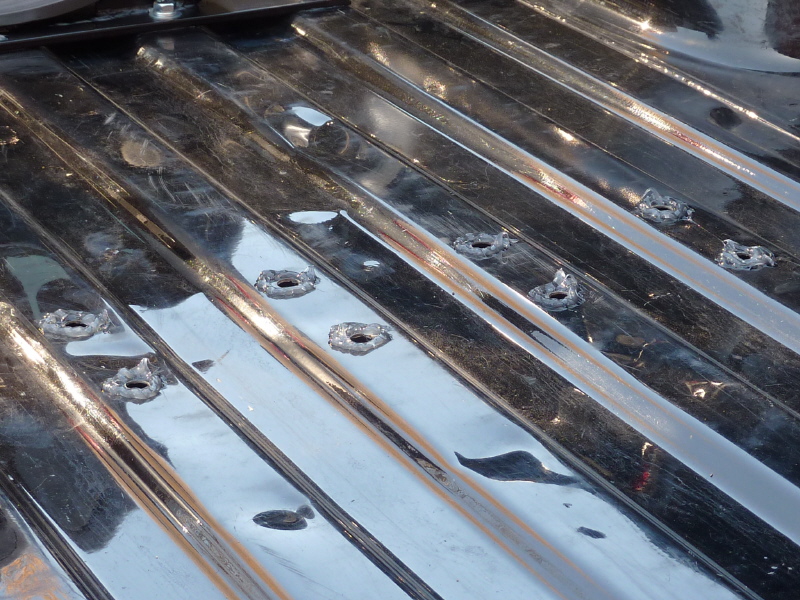
All the spacers are fillet welded. Angling the backing plate allows a nice "V" for the weld to flow into. |

After each backing plate was welded, I tossed it out onto the driveway to cool. |

Here are the backing plates after some grinding and sanding. At this point I decided to use the Bridgeport to drill out the holes in the backing plates. |

Unfortunately the tap drill size for a 3/8"x16 bolt is .383. Well. . . . the closest machine collet I have was 3/8" so I chucked the tap drill into my lathe and cut away the shank to fit the collet. |

Sweet, the drill slides perfectly into the collet and is ready to be chucked into the milling machine. |

Since high precision is not needed, I marked each spacer with an "X" an eyed up the drill bit. |

With the rigidity of the mill table and mill head, there is no drill walk. This speeds up the drilling process. |

Once all the backing plates are drilled, each one is clamped to the top support plate and the plate is drilled to the backing plate pattern. |

Once the pattern is drilled, the backing and top support plates are punched with a series of dots. This allows easy matching at assembly time. |
 With all the drilling and marking finished, I can begin the process of tapping the backing plates. Here I am using a 60° counter sink to chamfer the hole. |

The 60° counter sink will make starting the 3/8" tap really easy. I did not realize how much time and work it was going to be tapping out 40 holes. Who's idea was this anyhow. |

A little compressed air to blow out the metal debris and the 3/8" bolt screws in perfectly. |

With all the backing plates tapped, it was time to drill out all the top plates. Using the tap drill holes as starters, I drilled out each hole to 7/16". This way I did not have to lathe another drill shank and there is a little extra clearance. |

Now that all the drilling and tapping is finished, it is time to lay out the top plates and drill the bed. Right off the bat I had to destroy the spare tire holder to get it out. Not one of GM's better designs. |

Ya know, I just never get a break. Here is a view of an aluminum heat shield. It runs the length of the exhaust pipe and muffler. Since it was held down with rusted Torx screws, I had to grind every one of them off to get the shield out. |

Now that all the obstacles are out of the way, the second top plate is positioned and drilled. |
and last but least the third top plate is positioned and drilled. |

At this point it is time to set the tank cradles in position. |

Here I am using a 3'x3' square tube clamped to each cradle assembly. This will assure that all three cradles are in line and perpendicular to the square tube. |

These are needle nosed vice clamps. I purchased a bunched of these cheap from Harbor Freight. |

These speciality vice clamps allowed me to reach under the top plate and clamp the tank cradle. I used 2 clamps per cradle. |

Here I am removing the vice clamps and replacing them with "C" clamps. |

A couple spot welds here and there will hold the tank cradle while welding. |

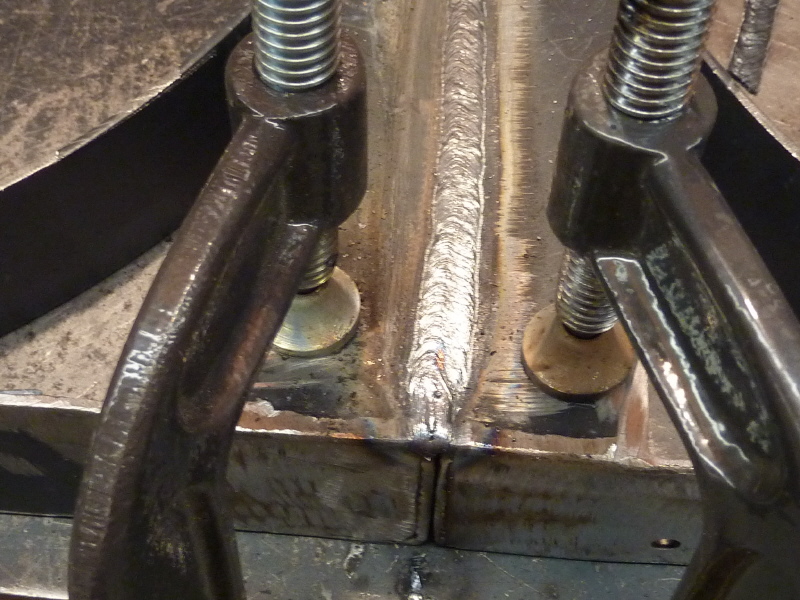
Here I have clamped the spot welded assembly to a 3"x3" square tube. This is a must, thermal expansion will cause the assembly to twist and bow if it is not clamped to a rigid surface. |

a little weld inspection. |

some more weld inspection. I did not realize that the shop had filled up with smoke form all the welding. I had to vent the shop to continue. |

One of the things I noticed was that there was little washer clearance between the hole and weld. |

So I chucked the assembly in the milling machine and milled out the necessary clearance. |
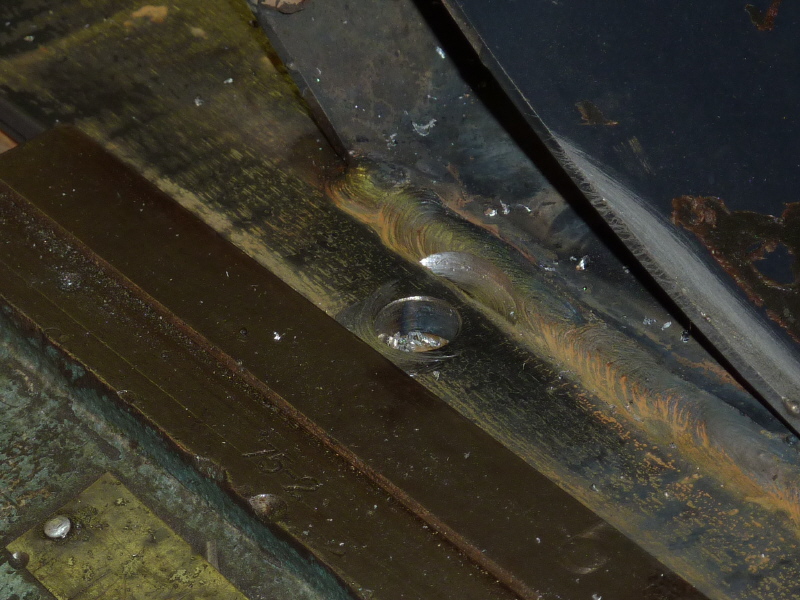
Here is another view of a tighter place. |

Now that all the welding and machining are done, it is time for some finish. I sprayed 4 coats of Satin Black Rustoleum on all the parts. |

Here is a view of the painted tank cradle assemblies. |

I decides to swap out the lower metric tank strap bolts for larger 1/2" bolt assemblies. |

I picked up these pins at my local tractor Supply Inc. They couple the top of the tank straps to the tank cradle. |

Here are all the tank straps cleaned and prepped. |

I am applying double sided masking tape to the tank straps in order to stick the rubber isolation strips onto them. |

No prep needed here. The fresh paint job is all that is needed. |

On goes the tape and you know the drill. |

Here is a view of the rubber isolation strips installed on the tank cradles. |

This is the rear tank cradle installed. It was a pain in the butt. I had to deal with the gas tank, drive shaft and muffler. It was like tripple hell. |
Since I drilled through the bed and there was exposed metal, I applied a bead of silicon rubber to the bed floor. |

I also applied a bead to the backing plate. This should keep water from rusting out the bed. |

Here the rest of the tank cradle assemblies are bolted into place. It was sweet just getting to this point. |

Here are my SCI tanks. Still fresh in the box. I got them in an Ebay auction in 2009. They were destine for my Suburban, however I only use the Suburban for Pitt & Steelers tail gating so I decided not to convert it. Maybe some day. |

Here the tanks just dropped right in. You got to love the reflection of old glory in the rear window. |

Here is another view of the tanks. It is amazing that one of these 12.5 GGE type 3 tanks is lighter than one of the Cavalier 6.5 GGE type 2 tank. Go figure. |